...
A sintered wheel that has been dressed properly will have lots of visible diamond particles with a ridge of bronze matrix, or tail, behind the diamond particles (see photo at the following post).
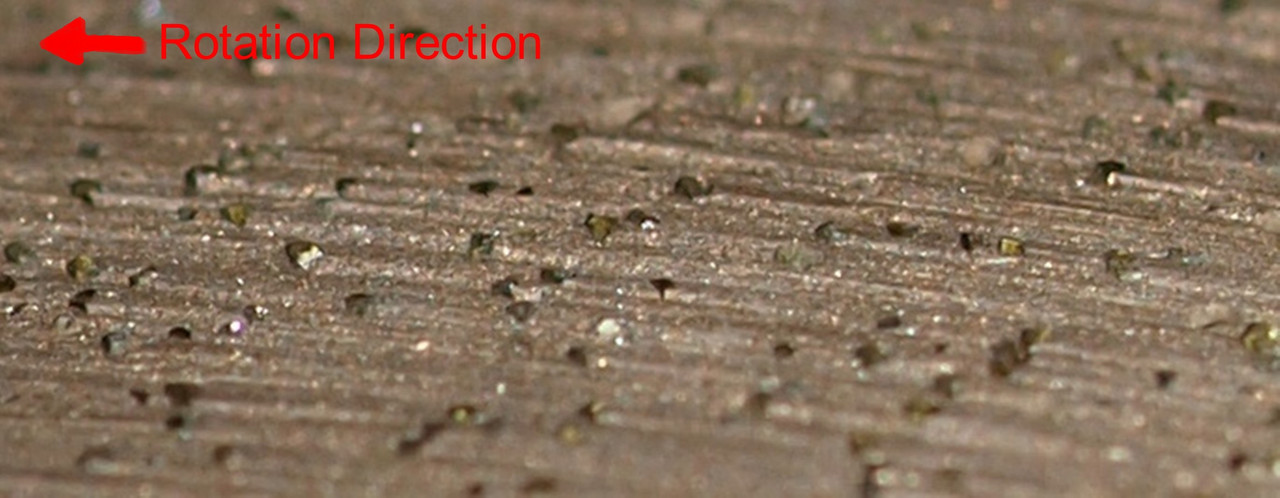
The bronze matrix ridge behind the diamond particle helps support the diamond particle and helps keep the particle bonded to the wheel surface. So in reversing the direction of the wheel then all of that bronze matrix would be on the lead cutting side of the diamond particles and shield most of the diamond from making contact with whatever you are attempting to grind .
So while it may be beneficial to reverse a plated wheel it is not beneficial to reverse a metal sintered wheel. If doing so you would have to remove so much material that you now have all newly exposed diamond particles with visible matrix tails running in the opposite direction from originally. Which is no more beneficial than having left it with the same rotational direction and dressed the wheel to the same state. Except when reversing the wheel you would just have to remove more material to get the surface to that same freshly dressed state.
The type of abrasive, and the grit of dressing stick being used matters just the same as it does when using an abrasive stick to dress a diamond blade. And dressing sticks come in various hardness's. Too hard of a binder in the dressing stick can cause some of the diamond particles to be ripped out of the surface of the blade or wheel which can drastically reduce performance. Also like the bronze matrix used on diamond blades, there are different metal alloy compositions used by differing manufactures of sintered wheels. I have both HANS and Neosint Sintered wheels, and JBL sintered laps and am still working on figuring out which dressing sticks work best for each. And dressing sticks come in various hardness's too. See the "Spec Check" section near the bottom of page 2 at the following link:
web.archive.org/web/20050831160221/georgiagrindingwheel.com/Catalog/Norton/T199-T200%20-%20Dressing%20&%20Finishing%20Sticks.pdf Originally I was using slices of 100gt and 220gt SC lapidary wheels left over from dressing my slab saw blades to sharpen my sintered grinding wheels. But wasn't happy with the final result, especially on the 220gt sintered. So I'm now trying various aluminum oxide sticks. The 100gt and 220gt SC slices of old lapidary wheels works okay for dressing my sintered 30gt Neosint wheel. And they work okay for a preliminary dressing on my HANS 80gt sintered followed by final dressing with an AO 150gt dressing stick. And am currently using 220gt AO to dress my 220gt HANS sintered with decent results.
The AO dressing sticks I'm currently using are Norton's type 54 HVBE sticks which work well on my JBL sintered laps but they are soft and my sintered grinding wheels eat them up quickly. So the next time I order I am going to try the Norton NV and KV hardness AO sticks as suggested in the Spec Check section linked above.
The best deal I've been able to find on dressing sticks is at AA Abrasives.
www.aaabrasives.comSo due to varying alloys used in different brands of sintered wheels ,saw blades, etc., the dressing stick that works best on one brand may not be the best for another brand.


















