QuailRiver
fully equipped rock polisher

Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 13, 2018 0:47:12 GMT -5
I've been using a Han's 80 grit sintered wheel for preforming but would like something more aggressive for preforming the outer profile shape of trimmed slabs prior to doming. I'm considering a 30 grit sintered wheel but am concerned that diamonds that coarse might cause chipping on the edges of the preform. Has anyone here used a 30 grit sintered wheel and was edge chipping an issue?
Larry C.
|
|
jamesp
Cave Dweller 
Member since October 2012
Posts: 36,612
|
Post by jamesp on Apr 18, 2018 4:26:19 GMT -5
I might be able to help QuailRiver as I have always enjoyed pushing the aggressive abrasive envelope in grinding steel/rock and glass. A big part of my livelihood. I made the 8 inch lap and bought a 100 and 60 grit blade. I use the 60 grit wheel for shaping -tumbling- preforms out of glass. About x2 to x3 as aggressive as 100 grit wheel. This 60 grit wheel seems to be closer to 40 grit electro-coated diamonds as they are unusually aggressive and seem to have large particles to be called 60 grit. The difference in chipping from 100 to 60 is not so substantial. And glass is a real chipper as opposed to the hard agates I used to grind on yet coarser wheels. To give you an idea I am commonly removing 1/4" X 2" of 3/16 inch "volumes" of thick glass constantly which takes about 10 seconds(glass) at high finger pressure and water flow at 800 RPM at edge of 8 inch wheel. My kiln puts out this many 3/16" to 1/4" thick units per each of 2 - 21" shelves on a flattening slump run:  But on a melt I may have a large amount of trash to remove(most of the excess is actually nipped off with glass nippers, then ground):   So after shaping typically ~100 tumble preforms(2 to 3 hard hours work) there is a river of glass mud flowing down the hill at about 1 gallon per minute drip(flow) rate. Let me give some photos that may show chipping damage for this 60 grit wheel. Note chips assist my tumbling process in radius-ing edges. I say go aggressive -IF- your agate/wood does not have too many fractures that the added grinding vibration may crack the stone in your fingers.      I choose to do this aggressive grinding on a flat lap because of the rest in front of the wheel in case I slip at high finger pressures. I have yet to come close to drawing blood after shaping several 1000's. Hope this helps. ETA Sure is nice being able to grind continuously without heat build up as with grinding steel. Or shaping radiused corners with a 6 inch angle grinder. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 18, 2018 16:03:17 GMT -5
Thank you James for taking the time for such a detailed response! The minor edge chipping you show on your glass cabs caused by the 60 grit sintered would be acceptable as they appear they could easily be removed with back-beveling.
I had considered going with the 60 grit sintered. But am not sure if there would be enough of a difference (time usage wise) between a 60 grit sintered and the 80 grit sintered to get me out of the woods so to speak. Reason being due to osteoarthritis, the last time I preformed a large number of hard material cabs in one afternoon it took my hands a couple of weeks to recover back to normal. And that was even with having used a tool rest in front of the grinding wheel to brace the slabs on.
So I'm looking to severely shorten the time it takes to preform cabs to their outer profile shape. At 2x the grit size of a 60, and nearly 3x that of an 80, a 30 grit sintered should be plenty aggressive enough to shorten usage time. But if it causes excessive edge chipping the additional work required for removing the chipping at later stages, especially when polishing the backs, may negate the wheel time and hand fatigue saved during the preforming stage.
Those 30 grit sintered wheels are so costly I was hoping that before taking the plunge that someone here may have tried one and could share their experience with it.
P.S. Your glass cabs are beautiful! You should do great with them!
Larry C.
|
|
gemfeller
Cave Dweller
Member since June 2011
Posts: 4,064 
|
Post by gemfeller on Apr 18, 2018 18:09:19 GMT -5
I use a 60 grit Neosint for initial stock removal on agate and jasper and it chips preforms pretty severely, so I think a 30 grit would be much worse. I also use a 220 Neosint and am disappointed with it because it's cutting action has slowed down far more than it should have in the time I've been using it. I use it mainly for scratch removal on the dome.
My temporary solution is to run a newish and much cheaper plated 220 which I already had for final edge-shaping. I don't like large bevels on cab bottoms so it works well in cutting a final crisp edge. Don't quite know what I'll do when the plated wheel slows down. I have an idea or two but haven't proven them out yet.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 18, 2018 19:58:32 GMT -5
I use a 60 grit Neosint for initial stock removal on agate and jasper and it chips preforms pretty severely, so I think a 30 grit would be much worse. I also use a 220 Neosint and am disappointed with it because it's cutting action has slowed down far more than it should have in the time I've been using it. I use it mainly for scratch removal on the dome. My temporary solution is to run a newish and much cheaper plated 220 which I already had for final edge-shaping. I don't like large bevels on cab bottoms so it works well in cutting a final crisp edge. Don't quite know what I'll do when the plated wheel slows down. I have an idea or two but haven't proven them out yet. Have you tried dressing your 220 sintered wheel? Sintered wheels can glaze over and need dressing just like a diamond saw blade. I cut old SC grinding wheels into 1.5" square bars and use them to sharpen my diamond saw blades. I then save the slices of the SC bars that result from sharpening my slab saw blades and use them to dress my sintered 80 & 220 grit wheels with when their performance slows. After dressing mine cut just like they did when they were new.  Larry C. |
|
gemfeller
Cave Dweller
Member since June 2011
Posts: 4,064
|
Post by gemfeller on Apr 18, 2018 21:24:22 GMT -5
I do the same but haven't tried my coarse SC on the 220 yet -- thanks for the reminder. I bought one of the white dressing sticks from K-N but it was totally ineffective. I reversed the wheel but it did no good. So I'll get out the trusty old black SC and give it a try next time I do any cutting. I'm waiting for warmer weather because I have arthritis in my hands too and having them in very cold water for long periods doesn't do them any good.
How long was the delivery period on the Han wheels? Was the price good? BTW, I love my Neosint 60 despite the chipping. It really cuts down the time I spent doing stock removal with my old plated 80. Hope I can rekindle my love affair with the 220 after dressing it.
|
|
|
|
Post by Rockoonz on Apr 18, 2018 21:48:11 GMT -5
What about using 180 grit in the place of a 220? My understanding is that a 60 sintered cuts like 80 plated, so wouldn't that carry over to finer grits? Rons Rocks on ebay sells a 220 nova wheel as well, a couple people I know use them in the place of the 280.
Does anyone sell sintered wheels with plastic centers like galaxy wheels? Solid steel would be too much for a genie.
|
|
gemfeller
Cave Dweller
Member since June 2011
Posts: 4,064
|
Post by gemfeller on Apr 18, 2018 22:06:19 GMT -5
What about using 180 grit in the place of a 220? My understanding is that a 60 sintered cuts like 80 plated, so wouldn't that carry over to finer grits? Rons Rocks on ebay sells a 220 nova wheel as well, a couple people I know use them in the place of the 280. Does anyone sell sintered wheels with plastic centers like galaxy wheels? Solid steel would be too much for a genie. Actually I think my "220" is really a 180 - I think I ordered it that way for the reason you state. I'll have to dig out the invoice to be sure. I run two Neosint solid steel wheels plus a plated 220 on my Genie with no problem at all. My machine is older however and I've heard the motor quality now has gone downhill. Not sure of that but I've heard it mentioned. I know a commercial cutter who runs 3 Neosints on his Genie. It's one helluva machine in my opinion. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 19, 2018 4:34:24 GMT -5
I do the same but haven't tried my coarse SC on the 220 yet -- thanks for the reminder. I bought one of the white dressing sticks from K-N but it was totally ineffective. I reversed the wheel but it did no good. So I'll get out the trusty old black SC and give it a try next time I do any cutting. I'm waiting for warmer weather because I have arthritis in my hands too and having them in very cold water for long periods doesn't do them any good. How long was the delivery period on the Han wheels? Was the price good? BTW, I love my Neosint 60 despite the chipping. It really cuts down the time I spent doing stock removal with my old plated 80. Hope I can rekindle my love affair with the 220 after dressing it. Dressing them with SC does make a difference. I purchased mine from Hans back in 2011. And at that time his 8" x 1.5" sintered wheels were $200 each regardless of grit size. Delivery time was only a few days from China (via DHL shipping if I remember correctly). But shipping costs were really expensive. Since then Hans has adjusted his prices and shipping. He now sells on Amazon too. He doesn't show a 30 grit wheel but on Amazon he sells his 8" x 1.5" 60 grit sintered wheel for $299 w/free shipping and his 6" x 1.5" 60 grit sintered wheel for $229 w/free shipping. Larry C. |
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Apr 19, 2018 4:42:56 GMT -5
What about using 180 grit in the place of a 220? My understanding is that a 60 sintered cuts like 80 plated, so wouldn't that carry over to finer grits? Rons Rocks on ebay sells a 220 nova wheel as well, a couple people I know use them in the place of the 280. Does anyone sell sintered wheels with plastic centers like galaxy wheels? Solid steel would be too much for a genie. I wish I had ordered a 60 grit and a 180 grit instead of the 80 & 220 grit sintered. The steel hub sintered wheels are really heavy. If I remember correctly the 8" steel hub ones weigh over 17 lbs each. I don't know of anyone who makes a plastic hub sintered wheel but Inland's sintered wheels have lighter weight aluminum cores. inlandcraft.com/shop/sintered-wheels/sintered-diamond-wheels/And Covington is a distributor for a company that makes them with a sleeker, lighter weight design and which I believe also have aluminum cores. covington-engineering.com/supplies/ultimate-sintered-diamond-wheels/Larry C. |
|
|
|
Post by pauls on Apr 19, 2018 5:36:12 GMT -5
How long was the delivery period on the Han wheels? Was the price good? BTW, I love my Neosint 60 despite the chipping. It really cuts down the time I spent doing stock removal with my old plated 80. Hope I can rekindle my love affair with the 220 after dressing it. Hans delivery time is really good, just on a week to Australia. You do pay to get it that quick though, his shipping prices are fairly high. Actual wheel price was quite cheap and the wheel is really good quality. I have bought his expanding drums too, $22 about a tenth of the price locally and they are good quality too. We don't have any manufacturers of sintered wheels here so whatever I buy is imported so i have no qualms buying Hans stuff. |
|
jamesp
Cave Dweller
Member since October 2012
Posts: 36,612
|
Post by jamesp on Apr 19, 2018 9:34:20 GMT -5
All interesting discussion. I am a tumbler and do use super aggressive wheels and it makes little difference when tumbling. Recently I acquired a lap and bought all plates 60-100-280-600-1200-2000. I will say that I have worn the thick layer of several industrial type 30 grit sintered wheels used on angle grinders. I was amazed at how much more aggressive the 60 grit lapper wheels are, I assume they are electro-plated. And the 100 grit lapper wheel(electroplates I presume) was even a bit more aggressive than about 8 industrial type 30 grit sintered wheels. The industrial 30 grit wheels average about a diamond every 3/32 of an inch where the lapper wheels have the diamonds caked on with zero spacing. I find this increased density of the lapper wheels to be totally aggressive. The chips from the 60 grit wheel I am getting on my glass cabs present no problem at all. The chips are obvious in the photos. A light touch on the 600 wheel removes them readily without making a large bevel. But I let the tumbler remove them but I don't have 90 degree girdles like many do. You can see why I use the tumbler, it is quite constant though unacceptable for many smithing operations. But it does 700 at a time....  |
|
|
|
Post by rmf on May 3, 2018 16:05:34 GMT -5
@qualriver I have a 46grit hex diamond wheel and I only use it on big stuff and yes it chips like crazy and you have to be real careful. However when you get big pieces like bookends that won't sit up correctly you have to remove that material with something. I have a 10mm thick slab of polychrome jasper I plan to grind down with the wheel but will have to be careful not to chip too much off. I only use on cabs as a last resort. My normal cab wheel is a 60 grit. 80grit was too slow. 46 too fast. Still some chipping but seemed a good compromise to me. Let me know what you decide and how you like it. I am interested if there is something better.
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 10, 2019 23:52:44 GMT -5
@qualriver I have a 46grit hex diamond wheel and I only use it on big stuff and yes it chips like crazy and you have to be real careful. However when you get big pieces like bookends that won't sit up correctly you have to remove that material with something. I have a 10mm thick slab of polychrome jasper I plan to grind down with the wheel but will have to be careful not to chip too much off. I only use on cabs as a last resort. My normal cab wheel is a 60 grit. 80grit was too slow. 46 too fast. Still some chipping but seemed a good compromise to me. Let me know what you decide and how you like it. I am interested if there is something better. I finally got around to purchasing an Inland 30 grit sintered wheel a few weeks ago. Got a really good deal on a new-old-stock one on eBay. And mounted it this past weekend.  Since adding a new grit wheel was going to require changing the old wheel configuration I figured while I was at it I would add a neoprene splash curtain, which I've been wanting to do for a long time now. It's made from 1/16" thick sheet neoprene rubber and is working better than expected - no more getting soaked while grinding! 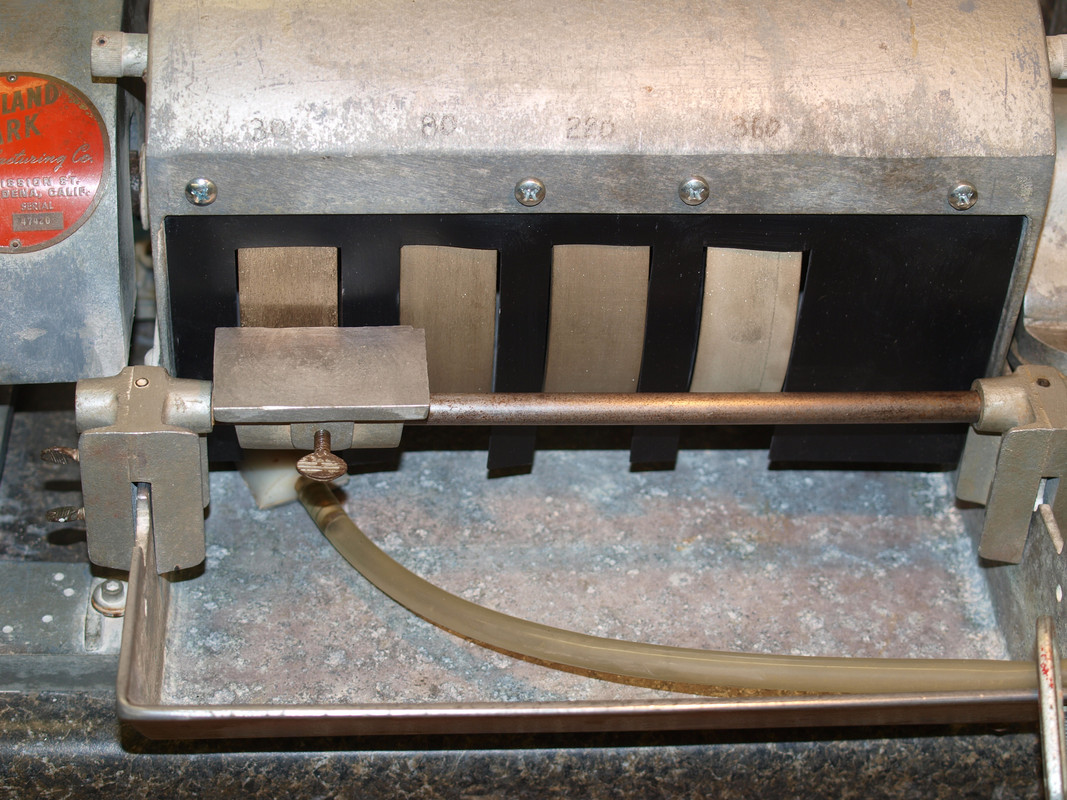 The 30 grit sintered wheel is a little bit "chippy" as I was afraid it may be. You can see the typical chipping on the edges of the marked preforms below. The chipping on the underneath side is a little worse but since those areas get ground away when domeing I didn't bother showing them. In the future I think as long as I stay 1mm to 1.5mm away from the final shape markings that then I can bring in the final shape on the 80 grit sintered and that will remove most of the chipping from the 30 grit.   As far as performance goes it's not quite the beast it would appear to be but still cuts about three or four times faster than the 80 grit HANS sintered wheel next to it. It does leave deep scratches so will always have to leave a little more material for the next stage to prevent running into leftover scratches when sanding. I pre-formed fifty cabs with it this afternoon. Mostly larger cabs of jaspers and agates and found performance slowed down significantly after about twenty cabs. But a light dressing with a SC dressing stick brought some spunk back to it. As far as my opinion on if it was worth adding this wheel to the line up, I guess in my case it was because the HANS sintered 80 grit I have cuts slowly (more like a 120 or 150 grit plated wheel) so it is not a time efficient pre-former. I should have originally ordered a 60 grit instead of an 80 grit. The addition of the 30 grit sintered followed by the 80 grit sintered probably takes about the same amount of time as it would just using a 60 grit sintered to pre-form. So if I hadn't gotten a deal on it and had had to pay retail, I probably would have been just as well off (production time wise) to have just ordered a 60 grit Inland sintered to replace the HANS 80 grit sintered. Larry C. |
|
Roger
fully equipped rock polisher
Member since January 2013
Posts: 1,487
|
Post by Roger on Jun 12, 2019 19:45:10 GMT -5
QuailRiverLarry, If you are looking for something more aggressive than your 60# sintered, I highly recommend textured 80# wheels. The 80# removes a lot of material very quickly. Textured wheels are significantly more aggressive than regular sintered wheels. Baltic Abrasives is where I purchase mine. www.baltic-abrasives.com/en/lapidary-wheels/textured-wheels/Roger
|
|
QuailRiver
fully equipped rock polisher
Member since May 2008
Posts: 1,640
|
Post by QuailRiver on Jun 12, 2019 23:15:51 GMT -5
QuailRiverLarry, If you are looking for something more aggressive than your 60# sintered, I highly recommend textured 80# wheels. The 80# removes a lot of material very quickly. Textured wheels are significantly more aggressive than regular sintered wheels. Baltic Abrasives is where I purchase mine. www.baltic-abrasives.com/en/lapidary-wheels/textured-wheels/Roger You may have misread, I don't yet have a 60 grit sintered. Just have 30, 80 & 220 in sintered. I've considered the Crystalite Turbine and Crystalite Diamondback wheels in coarser grits (60 or 100) for rough doming but they are nearly as costly as the Inland sintered wheels (at Johnson Bros prices). I think I have 180 and 260 Crystalite Turbine wheels in 6" diameter around here somewhere but have never mounted or used them for performance comparison to other wheels. Larry C. |
|
|
|
Post by stardiamond on Jun 12, 2019 23:45:30 GMT -5
I have a 6" 60 grit crystalring wheel I picked up on ebay years ago. It was a little chippy and dismounted it. Going from 6 inches to 8 really made cutting faster and a new wheel cuts really fast. A new 220 can cut faster than an 80 that is still in good shape. A new 8" 80 grit wheel from jadecarver costs $135 and will cut really fast for a while. When I was working and had limited free time, I didn't mind paying for increased productivity.
|
|